A股代码:002530
参与 GB/T34883-2017 离子渗氮国家标准制定
参与 GB/T34883-2017 离子渗氮国家标准制定
全国服务热线
400-6577-217
400-6577-217
 曲轴离子碳氮共渗表面白斑缺陷及防止措施
曲轴离子碳氮共渗表面白斑缺陷及防止措施
曲轴为内燃机发动机内部的重要部件,采用为42CrMo钢,曲轴加工工艺流程为:下料锻造正火调质处理校直去应力退火机械加工清洗离子碳氮共渗抛光探伤检验成品包装。105柴油机曲轴离......
更新时间:2017-06-12
 怎样制订离子渗氮工艺规范
怎样制订离子渗氮工艺规范
离子渗氮的工艺参数较多,除了常见的渗氮温度和时间外,还与炉气压力、气源、气体压力及流量、电压与电流、抽气速率等因素有关。 (1)渗氮温度和时间 1)离子渗氮的渗氮温度和气体......
更新时间:2017-06-10
 模具离子渗氮介绍
模具离子渗氮介绍
离子氮化是把模具放在辉光放电装置的真空容器中,模具作为阴极,容器内壁作为阳极,充以稀薄的含氮气体,如氨和氮混合物,借助高压直流的电场作用,使气体原子成带电离子,以......
更新时间:2017-06-09
 装炉对离子渗氮温度均匀性的影响
装炉对离子渗氮温度均匀性的影响
离子渗氮对装炉排料有较高的要求。一般同一炉只装材料、形状相同或者形状、大小相近的零件,但要求这些零件的表面积与重量之比相近。切忌将套类零件和实心零件同炉处理。零件......
更新时间:2017-06-08
 零件形状对离子渗氮温度均匀性的影响
零件形状对离子渗氮温度均匀性的影响
零件上的沟槽、小孔由于辉光重叠,电流密度增大,造成所谓辉光集中,这些地方升温很快,温度将高于辉光正常的地方。 零件的形状效应,在辉光均匀分布的零件上,由于不同零件,......
更新时间:2017-06-07
 常见的离子渗氮冷却方法
常见的离子渗氮冷却方法
离子渗氮保温阶段结束后进入冷却阶段。常采用的冷却方式有下面几种: 1.停止抽气和供气,切断辉光电源,在原渗氮的气氛中随炉冷却。如果设备的密闭性不高,漏气率较大时,为避......
更新时间:2017-06-06
 漏气率对离子渗氮的影响及其选择
漏气率对离子渗氮的影响及其选择
离子渗氮设备 的极限真空度根据离子渗氮炉技术条件规定不应低于5*10 -2 托压升率不大于1微米汞柱/分。设备的漏气率等于压升率和真空容积的乘积,单位是托升/分或托升/秒。漏气率的......
更新时间:2017-05-31
 青岛丰东热处理关于离子氮化装炉技巧介绍
青岛丰东热处理关于离子氮化装炉技巧介绍
离子渗氮炉不用的时候应保持真空态,不得长时间暴露在大气中,以免内部构件生锈或者吸附气体影响设备真空度。因此打开炉罩或炉盖前必须先打开气阀,待炉内压力和大气压相等时......
更新时间:2017-05-27
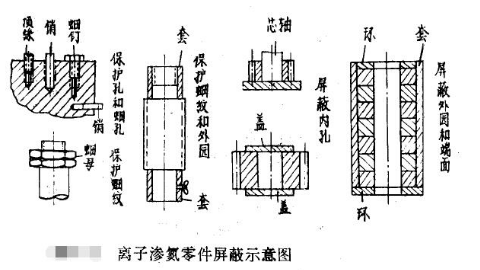 离子渗氮局部防渗方法
离子渗氮局部防渗方法
实现局部渗氮的方法,国内基本上都用钢铁的覆盖屏蔽和渗氮零件的相互屏蔽方法。这是一种基于离子渗氮的特殊动力学而采用的在技术上完全满意的表面屏蔽法。在不需要渗氮的地方......
更新时间:2017-05-26
 离子氮化炉型选择
离子氮化炉型选择
零件经过清洗、晾干,屏蔽件和工夹具都已经准备就绪或已安装好,即可进行装炉操作。 离子渗氮炉型选择应根据零件形状和现有设备条件来确定。一般来说细长件应吊挂在井式炉中处......
更新时间:2017-05-23


