1.齿轮材料选用:
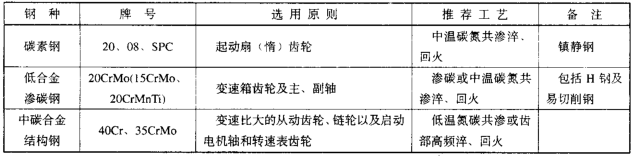
齿轮材料推荐按下表选用:
2. 齿轮材料及齿坯的质量检验:
2.1 齿轮材料或齿坯进厂必须有供方出具的合格质量保证书,质检部门按照双方供货合同或图样技术要求进行外观、内在质量检查。
2.2 外观检查:
2.2 外观检查:
2.2.1 热轧钢材的尺寸、外形和重量及其允许偏差应符合GB/T 702 的规定,其尺寸精度和弯曲度应符合第2组规定,并不得有短尺寸搭配;
2.2.2 目测齿轮毛坯外观不得有锈蚀 (斑)、氧化起皮、锻打折叠、切边撕裂、淬火裂纹等缺陷,必要时可进行磁粉探伤。
2.3 内在质量检查:
2.3.1 化学成分符合GB/'T 3077规定,每炉号或每批进行检测;
2.3.2 低倍组织 (酸浸蚀、非金属夹杂物) 每炉号或每批进行检测;
2.3.3 当技术条件中有淬透性、晶粒度及力学性能试验要求时,每炉号(批)进行检测,其结果应符合技术条件或技术协议要求。
3. 预备热处理质量检验:
3.1 须经渗碳或碳氮共渗处理的齿轮的齿坯应在精车削前进行正火处理;
3.2须经低温氮碳共渗或齿部高频淬火处理齿轮的齿坯,应在精车削前进行正火或调质处理,正火或调质硬度符合图样要求,但须经低温氮碳共渗处理齿轮的齿坯采用调质处理时,其回火温度
应高于共渗处理温度 10℃以上。
4.最终热处理质量检验:
4.1渗碳或碳氮共渗淬火、回火
4.1.1外观:齿轮渗碳或碳氮共渗处理后,用肉眼检查表面,不得有氧化皮、剥落、磕碰伤等缺陷;
4.1.2表面硬度:表面硬度及其测试方法规定参照下表
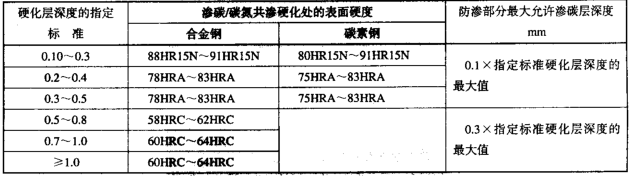

4.1.3 防渗部分最大允许渗碳层深度: ‘
当图样技术要求中未对防渗部分允许渗层深度做出规定时,推荐采用上表数据
4.1.3.1螺纹部位;
4.1.3.2热处理后需要进行熔焊部位。
4.1.4 心部硬度:
4.1.3.2热处理后需要进行熔焊部位。
4.1.4 心部硬度:
4.1.4.1全硬化层深度T=O.1mm - 0.5mm 的低碳钢板类制造齿轮,心部硬度不作规定;
4.1.4.2 盘齿类心部硬度28HRC -45HRC;
4.1.4.3主副轴类心部硬度25HRC- 40HRC (空心轴心部硬度不得超过45HRC )。
4.1.5 金相组织:
4.1.5.1渗碳淬火组织按QC/P 262规定;
4.1.5.2碳氮共渗淬火组织按QCn 29018规定。
4.1.6 轴类螺纹段硬度:
4.1.6.1当采用防渗工艺方法时,螺纹段表面硬度不大于48HRC ;
4.1.6.2当采用整体处理,螺纹段表面进行高频局部回火工艺时,螺纹后端过渡台阶 R 及螺牙根部下0.2mm 处的硬度为不大于450HVo.3。
4.2 低温氮碳共渗处理:
检查项目及指标见下表:
检查项目及指标见下表:
4.3 高频淬火处理:
表面硬度、硬化层深度符合产品图样要求,金相组织符合JB/T 9204 规定。
5. 热处理设备和工艺要求:
5.1 气体渗碳炉的炉温、加热(保温)时间、气氛碳势(Cp)以及淬火油温应得到有效控制,优先推荐使用箱式多用炉、连续式炉以及带有碳控系统的井式炉;
5.2 低温气体氮碳共渗设备的炉温、加热 (保温) 时间、渗剂通量应得到有效控制,盐浴氮碳共渗设备的炉温、加热 (保温) 时间、盐浴成分以及流动性应得到有效控制。优先推荐使用QPQ 工艺;
5.3 高频淬火机床应具有工件旋转功能,电源输出功率、频率、电压以及加热时间应得到有效控制。
青岛丰东热处理提供热处理服务,可为客户提供化学热处理(渗碳、渗氮、碳氮共渗)、真空热处理、等离子热处理(离子渗氮)、常规热处理(含深冷处理)等四大领域的热处理加工服务。欢迎新老客户来电咨询,电话:4006577217。
“青岛丰东热处理”微信公众号提供新的热处理行业动态及资讯,欢迎关注。
- 上一篇:常见的金相组织
- 下一篇:轴承零件热处理的技术条件


