1.技术要求
1.1 轴承零件退火后的技术要求
1.1.1 硬度:轴承零件退火后的硬度应为 197 HBW~255 HBW(压痕直径为 4.3 mm~3.8 mm)或 94 HRB~100HRB。
1.1.2 显微组织:轴承零件退火后的显微组织应为均匀分布的细粒状珠光体,允许存在分散的一次碳化物。不允许有孪晶状碳化物组织存在。
1.1.3 脱碳层:轴承零件退火后的脱碳层深度不应超过淬火前单边最小加工留量的 2/3。
2.轴承零件淬回火后的技术要求
2.1 硬度
2.1.1 轴承零件淬回火后的硬度不应低于 58 HRC。
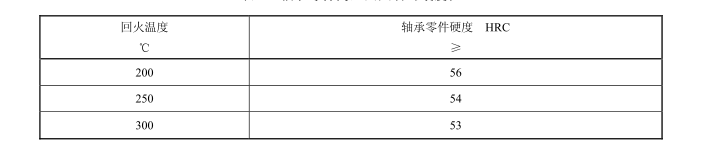
2.1.2 需经高温回火的轴承零件,其回火后的硬度值应符合下表的规定。
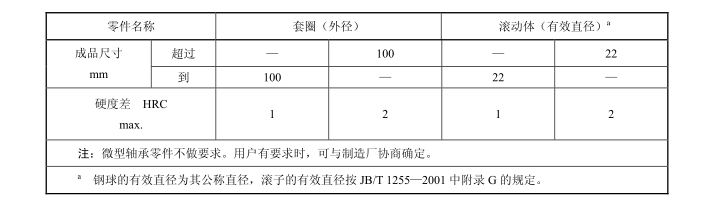
2.1.3 轴承零件淬回火后同一零件的硬度差应符合下表 的规定。
2.1.3 轴承零件淬回火后同一零件的硬度差应符合下表 的规定。
2.2 显微组织:轴承零件淬回火后的显微组织由马氏体、一次碳化物、二次碳化物和残留奥氏体组成,不允许有严重欠热组织和过热组织、孪晶状碳化物组织存在。显微组织应符合第二级别图的第 2 级~第 5 级;如硬度符合 3.2.1 的规定,允许有第 1 级欠热组织存在,不允许有第 6 级所示的孪晶状碳化物组织存在。
2.3 裂纹:轴承零件淬回火后不应有裂纹。
2.4 脱碳及软点:轴承零件不应有脱碳或软点。
2.5 断口:轴承零件淬回火后的断口应为浅灰色细瓷状,应符合第三级别图的第 2 级,不应有第 1 级欠热断口和第 3 级过热断口存在。
2.4 脱碳及软点:轴承零件不应有脱碳或软点。
2.5 断口:轴承零件淬回火后的断口应为浅灰色细瓷状,应符合第三级别图的第 2 级,不应有第 1 级欠热断口和第 3 级过热断口存在。
2.6 回火稳定性:轴承零件按工艺文件规定的回火工艺规范进行再次回火,在原来位置相应点的最大硬度差不应超过1 HRC。
2.7 钢球压碎载荷:公称直径(D w )为 3 mm~50.8 mm 的钢球淬回火后和成品的压碎载荷值不应小于附录 D 的规定。D w <3 mm 和 D w >50.8 mm 的钢球可不进行压碎载荷试验。
2.8 耐腐蚀性:轴承零件经耐腐蚀试验后,其工作表面不应有锈蚀和点蚀,零件打字处、倒角及尖角处允许有可擦去的轻微锈蚀及点蚀。
2.8 耐腐蚀性:轴承零件经耐腐蚀试验后,其工作表面不应有锈蚀和点蚀,零件打字处、倒角及尖角处允许有可擦去的轻微锈蚀及点蚀。
2.9 钢种混料:轴承零件不允许有混料。
青岛丰东热处理提供热处理服务,可为客户提供化学热处理(渗碳、渗氮、碳氮共渗)、真空热处理、等离子热处理(离子渗氮)、常规热处理(含深冷处理)等四大领域的热处理加工服务。欢迎新老客户来电咨询,电话:4006577217。
“青岛丰东热处理”微信公众号提供新的热处理行业动态及资讯,欢迎关注。
“青岛丰东热处理”微信公众号提供新的热处理行业动态及资讯,欢迎关注。
- 上一篇:摩托车齿轮材料及热处理要求
- 下一篇:轴承零件碳氮共渗热处理技术条件


