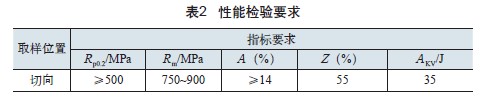
支撑座材质:DINl.7225(相当于42CrMo4)。用户要求炼钢→锻造→无损检测→粗加工→调质→检验性能→精加工交货。钢锭采用电炉冶炼+钢包精炼+真空脱气。拉伸试样端头检化学成分,按GB/T 222-2006控制成品化学成分允许偏差。超声波无损检测要求:根据DINEN10228-3,内部质量等级为3级,详见表1。取样位置:上端缺口表皮取三组切向试样,一拉三冲,力学性能要求见表2。

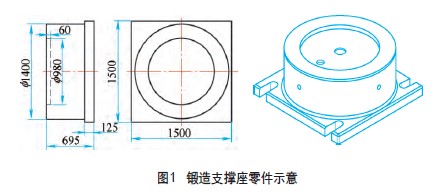
锻件成品形状:大头方:1500mm×1500mm×125mm,小头:φ1400mm×570mm,总高度695mm,其产品尺寸如图1所示。
锻造难点:锻件圆的部分比较短(570mm),导致从方拔圆时切肩不足,常规锻造工艺需
要多加钢锭才能锻出。另外,大头锻成方后,其方头四角不易倒圆。为此,工艺编制人员与车间一线技术员进行了技术沟通,讨论分析后,制订了详细的锻造工艺。
2.常规工艺思路
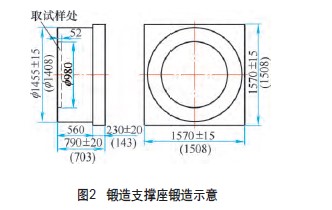
锻造工艺设计图样如图2所示。先锻成方块形状(1650mm×1650mm×L),然后在其四角切肩分料,拔出小头圆台部分。而1650mm×1650mm,其对角线长度已达刭2334mm,
超出了31500kN压力机宽度限制,无法进行切肩操作,且其切肩重量不足,需增加锻件重3t,增加钢锭4t。
青岛丰东热处理提供热处理服务,可为客户提供化学热处理(渗碳、渗氮、碳氮共渗)、真空热处理、等离子热处理(离子渗氮)、常规热处理(含深冷处理)等四大领域的热处理加工服务。欢迎新老客户来电咨询,电话:4006577217。
“青岛丰东热处理”微信公众号提供的热处理行业动态及资讯,欢迎关注。
- 上一篇:支撑座类锻件锻造工艺分析(下)
- 下一篇:新产品开发中的材料选择与热处理工艺确定


