与气体渗氮相比,离子渗氮具有许多优点,主要表现在:渗层组织易于控制、脆性小;氮化后工件变形小;节能、省气;无毒、无公害。
离子氮化的效果,主要取决于材料及材料的前期预先热处理,毛坯正火、调质处理、时效处理等热处理工序均是用以消除机加工产生的应力,氮化时减小工件变形。其次,离子氮化前工件的清洗工序很关键,清洗干净程度直接影响到打弧时间的长短,如清洗不够全面,最终会造成氮化后工件表面被损伤、烧熔、局部出现软点等缺陷。清洗时要注意工件上的小孔、盲孔、窄缝中的油污、铁屑、毛刺等,且清洗完毕后必须将工件吹干。
工件上的小通孔、深盲孔、凹槽和窄缝等部位,可能引起打弧和局部温度过高,一定要进行屏蔽处理(除非产品要求进行氮化处理)。在进行离子氮化时,对工件的非氮化表面的防护要求十分严格,工件上的螺纹孔、销孔一定要进行屏蔽防护。以往我们的屏蔽措施一般采用石棉绳堵孔或用黄胶泥堵孔,在离子氮化过程中,石棉绳和黄胶泥容易松动、干裂形成缝隙,导致出现打死弧现象,使设备无法正常运行,更严重的会击伤工件,其屏蔽效果不是很理想。在气体氮化中,可采用涂防氮化涂料来对防氮化部位进行防护,但在离子氮化中,氮化炉视防氮化涂料为油污,在打弧过程中要被打掉,易出现打死弧现象,致使设备无法正常运行。故在离子氮化中不能采用防氮化涂料来进行防护。
经过很长时间的摸索研究,发现设计屏蔽工装如圆柱销或保护套等进行屏蔽防护效果很好。所制作的屏蔽工装,其外形几何尺寸要依据氮化工件的要求来定。圆柱销或保护套与工件之间的间隙大小直接影响到防护效果的好坏。
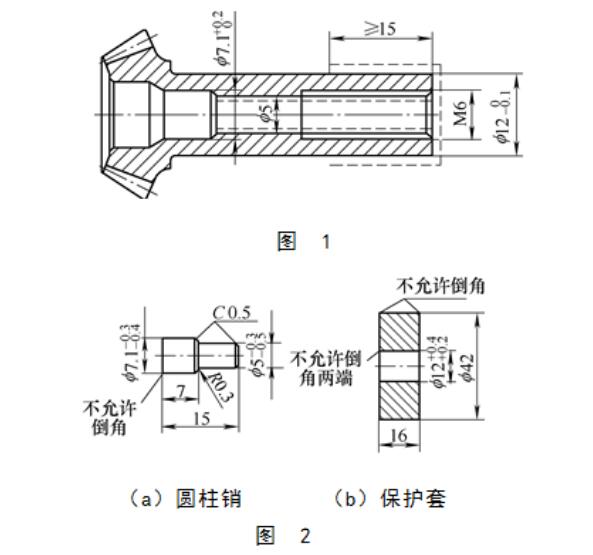
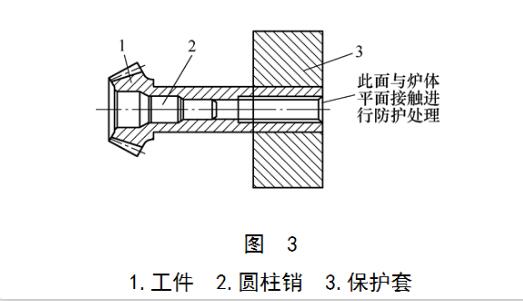
图1为要进行离子氮化的工件。图示中标有虚线的部位要求屏蔽保护。为此,我们设计的屏蔽工装是一个圆柱销和一个保护套,如图2所示。
将圆柱销和保护套装入工件要求屏蔽保护的部位,如图3所示。
用工装进行屏蔽防护进行离子氮化,必须注意的是:
(1)圆柱销或保护套与工件之间的间隙保证在0.10~0.30mm。
(2)圆柱销或保护套的关键部位不允许有倒角,这样才能保证在进行离子氮化时不会出现打死弧现象。
通过对工件非氮化表面屏蔽保护方法的改进,保证了进行离子氮化时氮化炉的正常运行,保证了离子氮化后工件表面无损伤、无烧结、局部无软点等缺陷,保证了后序机加工的正常进行,提高了生产效率。被废弃的边角材料被充分利用来做防氮化工装,而且工装可以重复利用,产生了一定的经济效益。
- 上一篇:传统渗碳齿轮的改进与发展
- 下一篇:热处理规程的编制的意义


