由于滚刀加工条件恶劣,特别是大模数滚刀,加工时要经受强大的撞击力,所以对滚刀既要求很高的硬度,又必须具备有足够的韧性,因此对进行离子氮化处理其难度是很大的。据资料介绍,日本再轻切削滚刀的离子氮化方面取得了较好的效果。1977年第一机械工业部在北京召开的离子氮化经验交流会上,将刀具的离子氮化列为攻关内容之一,国内有不少单位对滚刀的离子氮化进行了大量的实验,但至今未见有关报道。南口机车车辆机械工厂,经过一年多的努力,滚刀的离子氮化获得了突破性进展,通过反复试验,我国首次获得了具有较高综合性能的扩散层的氮化组织,这样就解决了氮化滚刀崩刃这一难题。不仅中、小模数滚刀氮化处理后可显著延长使用寿命,而且大模数滚刀使用寿命也成倍增加,离子氮化滚刀和未氮化滚刀生产对比结果如下:
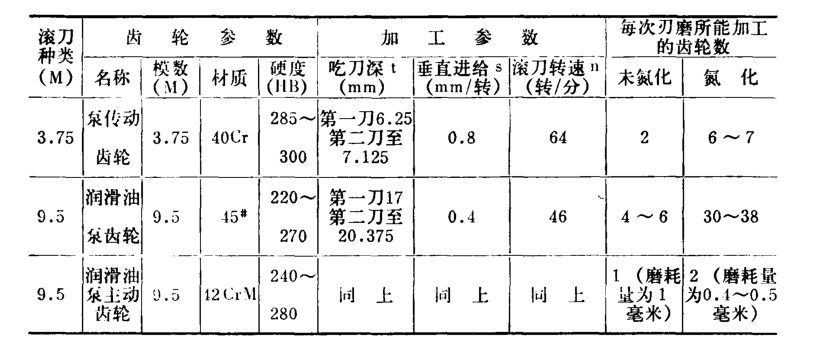
对于加工电力机车和内燃机车从动齿轮用M10滚刀,已经解决了不崩刃的问题,使用寿命延长约一倍,目前我们正在为更多得提高使用寿命而努力。


